第五届 红光奖激光配套产品创新奖
获奖企业:普爱纳米位移技术(上海)有限公司
PI在精密定位领域的卓越技术和不断进步令人瞩目-这其中的驱动力是对技术的热情及其在客户应用中的使用。新的驱动概念、产品和系统解决方案在过去几年中为PI集团带来了持续不断的市场份额增长和健康的公司发展。
PI集团的目标是拓展其目前在市场和技术方面的领先地位,以帮助客户获得决定性的竞争优势。高度垂直化的制造使PI能完全控制其工艺流程,从而对市场发展和新兴需求做出灵活反应。分形生产模型等现代化组织形式可确保各种批量尺寸的高效生产,例如仅生产一件产品、小型系列产品或大量的OEM产品。
PI在所有重要市场中都拥有自己的销售和服务办事处。此外,公司还在三大洲设置了纳米计量测试装置。PI China和PI USA拥有额外的发展和制造资源,可实现对定制设计规格的快速当地反应。

获奖产品
申报项目
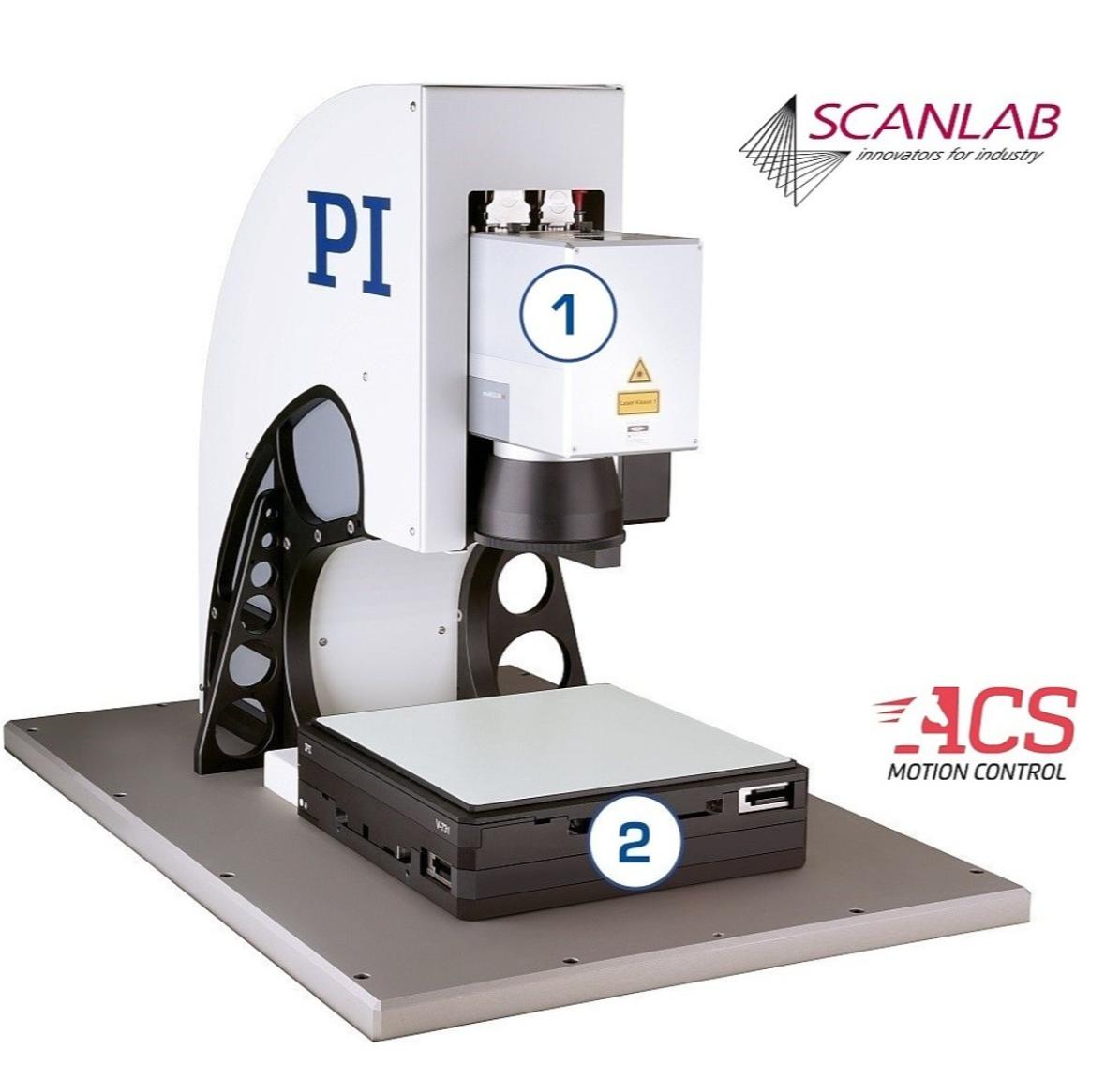
XL SCAN快速幅面激光同步加工系统
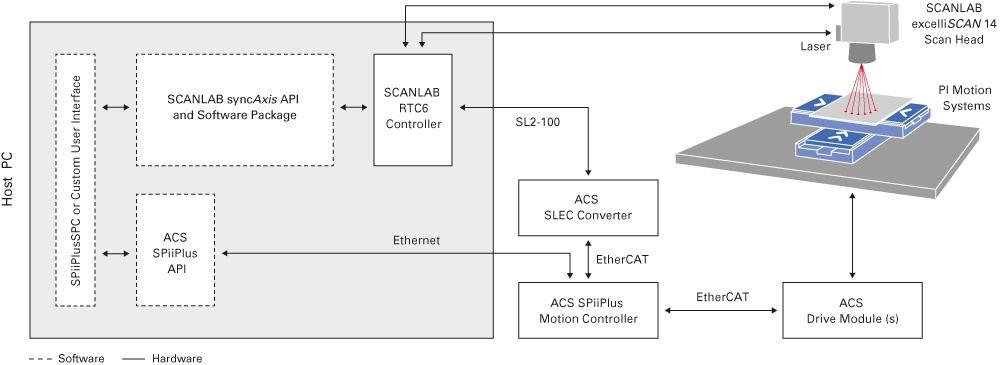
标准XL SCAN装置的示意图
主要用途:
更大幅面,更高吞吐量,更高精度,实现光斑距离和脉冲能量的同步控制、激光功率斜坡和偏转变角控制等
产品主要技术指标描述
激光材料加工:微钻孔 – 玻璃切割 – 打标
XL SCAN方法可以同步协调控制工件运动系统、扫描仪和激光调制。XL SCAN控制软件自动将所需的图案轨迹分成扫描仪的路径、XY位移平台的路径和激光光斑的控制。扫描仪接收短距离的高频运动信号。具有长行程的定位平台获取低频率并扩展工作区。同步执行两个运动。
产品特点
XL SCAN自动化解决方案的特点
· - 更大的工艺区
· - 更高的吞吐量
· - 可达微米级的更高加工精度
· - No stitching errors
· - 高动态且无平台振动的平稳加工
· - 自动激光控制,例如 光斑距离控制(SDC)
· - 多个扫描头和工件运动系统功能
产品创新
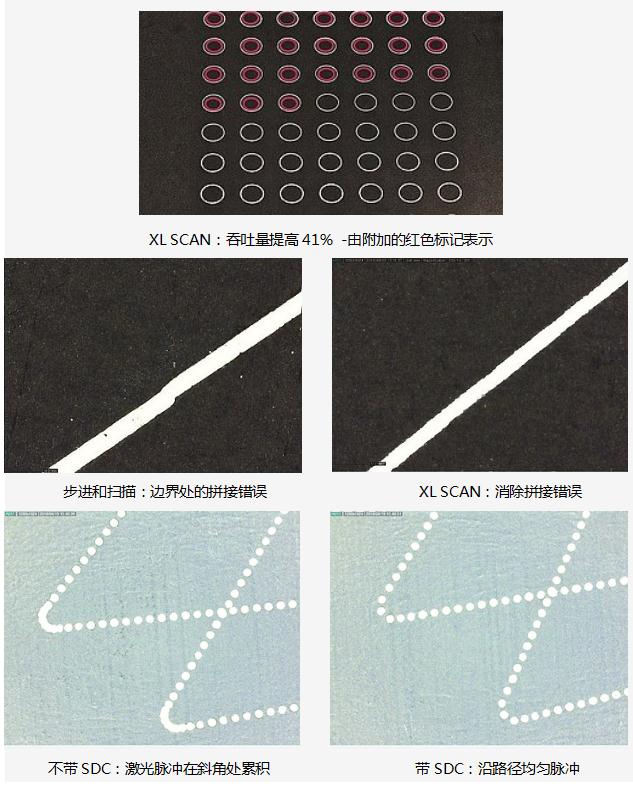
· 更大的工艺区和更高的吞吐量
加工大视场的传统方法采用“步进和扫描”法,该方法将加工区划分为单独的部分。这种分段式加工的速度较慢,并且在边界处产生拼接错误。XL SCAN提供了一个由PI运动系统的长行程扩展的工作区,并允许在扩展视场上快速连续运动而不会出现拼接错误。
· 更高的精度
XL SCAN方法利用了excelliSCAN扫描头的零跟踪误差。结合XL SCAN轨迹规划、先进的加速度限制运动控制以及具有相应的动态性、直线度、平面度和精度的PI运动系统,可实现高工艺精度。扫描头的工艺精度与加工点距扫描场中心的距离成正比。XL SCAN使扫描头能够接近与精度直接相关的FOV的中心工作。
· 光斑距离和脉冲能量的同步控制
可以同步控制脉冲能量和光斑距离。光斑距离控制(SDC)向激光器输出单个脉冲或多个脉冲。SDC允许单位长度的恒定能量沉积。触发激光脉冲基于行进距离且与移动速度和激光路径的图案无关。可以在各自的最大速度下处理曲线和直线段,同时保持精度和更大可能的吞吐量。
· 激光功率斜坡和偏转变角控制
对于某些加工操作,可能需要定义沿某个路径的特定激光功率。XL SCAN允许用户专门为路径的不同部分定义功率级别。此外,激光光斑尺寸取决于扫描头的偏转角。XL SCAN的偏转变角激光控制使能量密度保持恒定,并能够减少沿激光路径的光斑尺寸变化。
市场情况
在大面积上加工高密度结构,如PCB的激光钻孔或激光打标,需要提供高精度和高吞吐量的解决方案。多轴定位系统与高动态振镜扫描仪的组合可以满足工业生产的需求。syncAXIS同步控制PI XY位移平台和excelliSCAN振镜扫描系统,即所谓的XL SCAN方法,允许在大面积上连续操作,从而避免了空闲时间并消除了拼接错误。通过各平台的行程扩展视场的能力具有以下优点,即可以在精度、光斑尺寸和性能方面固定并保持光学器件。



